
Saturday, December 29, 2012
It's a girl!
One more of these, very rare and very special life-turning days! Couldn't be happier to say: Today, Dec 29 at 1:10am Eastern Time, my second harmonic - Alexandra (Sasha) Stoev was born - 9 lb 1 oz and 20.5 inches. Mother and baby are doing just great! I am really looking forward into experiencing the past 3 years with my son all over again but this time at a absolutely new complexity level :)
Thursday, July 26, 2012
For sale - N2PK Vector Network Analyzer
UPDATE: SOLD! Thanks Bob! This unit has found a new home at Tufts University, but most importantly, it will be used for scientific research - I just couldn't wish for a better new owner.
If you are looking for a "cheap VNA", "just anything that will plot a Smith Chart or "an incredible bargain VNA", please don't waste your time reading this post. There are other, less expensive solutions out there and some cover even wider frequency range than N2PK VNA.
Coming here, while searching to buy an N2PK VNA in particular, you probably have a good idea why you want this specific VNA design and what it is capable of. Then, if you are handy with the soldering iron, worked with SMDs before and have plenty of time and patience, I'll encourage you to try to build one yourself.
I have for sale a very high-quality, custom built with an extreme attention to detail, no-expense-spared, no-corners-cut "kind of deal" VNA. This an absolutely completed N2PK VNA set ready to be connected to a computer and DUT - not a bit of additional work is needed. It is for somebody who wants to quickly get a hold of a fine N2PK VNA and own a superb, completed unit and a set of accessories, without the hassle of the DIY project. This is not something, quickly slapped together and shoved in a box - it is an accurate and capable instrument, built with passion and skill. It is probably as good as it gets, short from a CNCed enclosure or an "oven"-ized unit.
Included in this sale:
- N2PK VNA based on Ivan Makarov's v4.3 PCB, ALL of the components are from Makarov's/Paul's original BOM (no substitutions), Master Oscillator is by Connor-Winfield (not the VF pictured). Both detectors are shielded in separate RF cans. Inputs and outputs of each detector are also internally shielded from each other inside each RF can. Both DDS chips and the MO are all heat-sink cooled (MO is using separate heat-sink). Everything is hand-soldered, component placement and soldering work is impeccable (30 years of experience). High-quality MA/COM gold-plated SMAs on the main PCB.
There was no rework during the building process whatsoever or any need for troubleshooting - everything worked the first time.
The Internal Multi-voltage Power Supply module is custom made (I have designed the PCB layout) using switching and linear voltage regulators. Shielded in a separate RF can and with extra noise filters, over-current and over-voltage protections - provides highly regulated and clean power.
The thermal design is using the extruded aluminum enclosure as a giant heat-sink, stabilizing the internal enclosure temperature.
 Amphenol-RFX BNC connectors installed on the front of an attractive extruded aluminum Hammond enclosure. There are no holes or screws on the outside of the enclosure except for the stainless steel Allen-key screws attaching both face-plates. Custom designed graphics layout and durable plastic lamination of the brushed aluminum face-plates for a professional "Lab Instrument Look". Connections between LO DDS out and detector's LO INs are looped-through on the front panel for additional configuration flexibility.
Amphenol-RFX BNC connectors installed on the front of an attractive extruded aluminum Hammond enclosure. There are no holes or screws on the outside of the enclosure except for the stainless steel Allen-key screws attaching both face-plates. Custom designed graphics layout and durable plastic lamination of the brushed aluminum face-plates for a professional "Lab Instrument Look". Connections between LO DDS out and detector's LO INs are looped-through on the front panel for additional configuration flexibility.
 The internal interconnects are done using gold-plated and stainless steel SMA connectors, semi-rigid RG-405 coax and special high-isolation (triple-shielded) Semflex mil/aerospace grade teflon / silver coax for minimal loss, phase errors, cross-talk and RF leaks, resulting in a very low noise floor. Extensive ferrite RFI filtering for all power and signal lines.
The internal interconnects are done using gold-plated and stainless steel SMA connectors, semi-rigid RG-405 coax and special high-isolation (triple-shielded) Semflex mil/aerospace grade teflon / silver coax for minimal loss, phase errors, cross-talk and RF leaks, resulting in a very low noise floor. Extensive ferrite RFI filtering for all power and signal lines.
Everything is modular and interconnected using quality gold-plated connectors - front and rear panels, Main VNA board and Internal Power Supply Module - all can be easily disconnected from each other and removed if necessary. All you need to take the whole instrument apart is an allen key and a SMA wrench. All connectors are properly marked to avoid connection mistakes. The Main VNA PCB ground layers are connected to the chassis by 2 special edge mounted copper-beryllium clips - it is a solid friction mount for the PCB assembly.
Dynamic Range is between 120 dB and 130 dB as expected - on request I can provide noise floor plots for both detectors. Frequency range is the typical N2PK 0.05 to 60 MHz. Minimum voltage supply required at the rear DC jack (PS is using linear LDO regulators) is 13.4V (maximum recommended +18V).
 The Accessory connector has all extra control signals and +9V power for connecting a S-parameter Test Set with Adjustable Attenuator control, RF-IV Sensor or Transverters.
The Accessory connector has all extra control signals and +9V power for connecting a S-parameter Test Set with Adjustable Attenuator control, RF-IV Sensor or Transverters.
The presence of the two main power supply voltages +12V and +5V is indicated by LEDs
- External USB to Parallel interface /w USB to Mini USB cable. The v4.3 VNA PCB has a parallel port interface and with this additional interface module it can be used with any USB enabled computer. The interface drivers are 100% compatible with myVNA software (the USB`
interface EEPROM is already programmed, only drivers need to be installed on the host computer). This converter is specifically designed for N2PK VNA by the creator of the MyVNA software. It is mounted in a separate die-cast aluminum enclosure for RFI shielding and it is allowing the user to effortlessly select Parallel Port or USB interface use.
- The standard N2PK T1-6T Reflection Bridge /w BNC connectors (Female silver-plated BNC DUT port). Mounts directly onto the VNA front panel connectors.
- N2PK VNA RF I/V Sensor. Uses only one VNA detector, feeding I and V samples from the DUT. Employs Makarov's PCB and ferrite cores for both transformers. Extensive internal RF shielding between components. Mounted in aluminum enclosure, native stainless steel SMA (f) connectors and HQ SMA-to-BNC between-series adapters already installed. Plugs directly into the VNA Accessories connector and mounts right on the front panel VNA connectors.
- Custom External Power supply - small, low-noise, regulated and filtered linear 16V power supply. Using external PS reduces internally generated heat and RF noise.
- A set of Open, Short and Load (50 ohm) Male BNC cabliration standards ,an additional male BNC connector for use as a Test Fixture (same reference plane as the calibration standards) - just solder DUT directly. The Load standard is using special high-frequency, high-precision resistor.
- Custom, High Quality, shielded PC Parallel Port to N2PK VNA cable - extra long (12ft)
Price is set to $995 and includes insured USPS Priority shipping. Shipping to Continental USA ONLY! No international buyers please. Payment can be done by mailing a Cashier's Check or a Money Order only. Will ship in two business days of receiving the funds.
If you have any questions or you are interested in buying this unit - do not hesitate to contact me - ae1s (at) arrl.net
I have built two N2PK VNAs - a smaller enclosure, BNC version with external USB converter (this is the one I am selling) and a larger Type-N connectors version with an integral USB. It seemed as a good idea at the time to build two units - one for portable / field use and another unit for my lab work-bench. As it turns out - only one unit covers completely my VNA needs and I decided to sell the extra one in order to raise funds for some future projects I would like to dive into. It just doesn't get used enough and it is sitting on my shelf, while somebody could have a good use of it.
As I stated above - no expense was spared when building this VNA - I was building it for myself and not in a hurry - I wanted to have the best, the N2PK design has to offer. I've used the highest quality components and materials I was able to put my hands on and took me months to complete it. The built process is very well documented here, on my blog - from August 31, 2009 and on. You'll find many pictures and comments regarding this unit.
I am not trying to get rich by all means with this sale, so let me be upfront - the cost of components and materials is somewhere between $700 - $800 (I have Digikey/Mouser/eBay invoices for most of the components and materials). It took me many weeks, if not months to collect all of the parts and build this instrument - many hours of SMD soldering under magnification, painstakingly inspecting every single solder joint, a lot of mechanical work on the face-plates, the semi-rigid coax assemblies and the PS Module, design work (CAD PCB layout for the PS, graphics design for the panels), wiring etc.
Frankly, I can not even put value on the time and labor this project so readily consumed. I think the sale price is fair and if it doesn't sale I won't be incredibly disappointed - I have some mixed feelings about selling it anyway.
If you are looking for a "cheap VNA", "just anything that will plot a Smith Chart or "an incredible bargain VNA", please don't waste your time reading this post. There are other, less expensive solutions out there and some cover even wider frequency range than N2PK VNA.
Coming here, while searching to buy an N2PK VNA in particular, you probably have a good idea why you want this specific VNA design and what it is capable of. Then, if you are handy with the soldering iron, worked with SMDs before and have plenty of time and patience, I'll encourage you to try to build one yourself.
I have for sale a very high-quality, custom built with an extreme attention to detail, no-expense-spared, no-corners-cut "kind of deal" VNA. This an absolutely completed N2PK VNA set ready to be connected to a computer and DUT - not a bit of additional work is needed. It is for somebody who wants to quickly get a hold of a fine N2PK VNA and own a superb, completed unit and a set of accessories, without the hassle of the DIY project. This is not something, quickly slapped together and shoved in a box - it is an accurate and capable instrument, built with passion and skill. It is probably as good as it gets, short from a CNCed enclosure or an "oven"-ized unit.
Included in this sale:
- N2PK VNA based on Ivan Makarov's v4.3 PCB, ALL of the components are from Makarov's/Paul's original BOM (no substitutions), Master Oscillator is by Connor-Winfield (not the VF pictured). Both detectors are shielded in separate RF cans. Inputs and outputs of each detector are also internally shielded from each other inside each RF can. Both DDS chips and the MO are all heat-sink cooled (MO is using separate heat-sink). Everything is hand-soldered, component placement and soldering work is impeccable (30 years of experience). High-quality MA/COM gold-plated SMAs on the main PCB.
There was no rework during the building process whatsoever or any need for troubleshooting - everything worked the first time.
The Internal Multi-voltage Power Supply module is custom made (I have designed the PCB layout) using switching and linear voltage regulators. Shielded in a separate RF can and with extra noise filters, over-current and over-voltage protections - provides highly regulated and clean power.
The thermal design is using the extruded aluminum enclosure as a giant heat-sink, stabilizing the internal enclosure temperature.


Everything is modular and interconnected using quality gold-plated connectors - front and rear panels, Main VNA board and Internal Power Supply Module - all can be easily disconnected from each other and removed if necessary. All you need to take the whole instrument apart is an allen key and a SMA wrench. All connectors are properly marked to avoid connection mistakes. The Main VNA PCB ground layers are connected to the chassis by 2 special edge mounted copper-beryllium clips - it is a solid friction mount for the PCB assembly.
Dynamic Range is between 120 dB and 130 dB as expected - on request I can provide noise floor plots for both detectors. Frequency range is the typical N2PK 0.05 to 60 MHz. Minimum voltage supply required at the rear DC jack (PS is using linear LDO regulators) is 13.4V (maximum recommended +18V).

The presence of the two main power supply voltages +12V and +5V is indicated by LEDs
- External USB to Parallel interface /w USB to Mini USB cable. The v4.3 VNA PCB has a parallel port interface and with this additional interface module it can be used with any USB enabled computer. The interface drivers are 100% compatible with myVNA software (the USB`
interface EEPROM is already programmed, only drivers need to be installed on the host computer). This converter is specifically designed for N2PK VNA by the creator of the MyVNA software. It is mounted in a separate die-cast aluminum enclosure for RFI shielding and it is allowing the user to effortlessly select Parallel Port or USB interface use.
- The standard N2PK T1-6T Reflection Bridge /w BNC connectors (Female silver-plated BNC DUT port). Mounts directly onto the VNA front panel connectors.
- N2PK VNA RF I/V Sensor. Uses only one VNA detector, feeding I and V samples from the DUT. Employs Makarov's PCB and ferrite cores for both transformers. Extensive internal RF shielding between components. Mounted in aluminum enclosure, native stainless steel SMA (f) connectors and HQ SMA-to-BNC between-series adapters already installed. Plugs directly into the VNA Accessories connector and mounts right on the front panel VNA connectors.
- Custom External Power supply - small, low-noise, regulated and filtered linear 16V power supply. Using external PS reduces internally generated heat and RF noise.
- A set of Open, Short and Load (50 ohm) Male BNC cabliration standards ,an additional male BNC connector for use as a Test Fixture (same reference plane as the calibration standards) - just solder DUT directly. The Load standard is using special high-frequency, high-precision resistor.
- Custom, High Quality, shielded PC Parallel Port to N2PK VNA cable - extra long (12ft)
Price is set to $995 and includes insured USPS Priority shipping. Shipping to Continental USA ONLY! No international buyers please. Payment can be done by mailing a Cashier's Check or a Money Order only. Will ship in two business days of receiving the funds.
If you have any questions or you are interested in buying this unit - do not hesitate to contact me - ae1s (at) arrl.net
I have built two N2PK VNAs - a smaller enclosure, BNC version with external USB converter (this is the one I am selling) and a larger Type-N connectors version with an integral USB. It seemed as a good idea at the time to build two units - one for portable / field use and another unit for my lab work-bench. As it turns out - only one unit covers completely my VNA needs and I decided to sell the extra one in order to raise funds for some future projects I would like to dive into. It just doesn't get used enough and it is sitting on my shelf, while somebody could have a good use of it.
As I stated above - no expense was spared when building this VNA - I was building it for myself and not in a hurry - I wanted to have the best, the N2PK design has to offer. I've used the highest quality components and materials I was able to put my hands on and took me months to complete it. The built process is very well documented here, on my blog - from August 31, 2009 and on. You'll find many pictures and comments regarding this unit.
I am not trying to get rich by all means with this sale, so let me be upfront - the cost of components and materials is somewhere between $700 - $800 (I have Digikey/Mouser/eBay invoices for most of the components and materials). It took me many weeks, if not months to collect all of the parts and build this instrument - many hours of SMD soldering under magnification, painstakingly inspecting every single solder joint, a lot of mechanical work on the face-plates, the semi-rigid coax assemblies and the PS Module, design work (CAD PCB layout for the PS, graphics design for the panels), wiring etc.
Frankly, I can not even put value on the time and labor this project so readily consumed. I think the sale price is fair and if it doesn't sale I won't be incredibly disappointed - I have some mixed feelings about selling it anyway.
Monday, July 2, 2012
DIY Glow In The Dark Fob
After some experimentation with Glow-in-the-Dark pigment powder and creating the "fireworm", I came up with an application for it - an inexpensive but IMHO pretty cool solution for a GITD fob. This fob can be attached to any object, one might look for (or want to avoid) in the dark - flashlights, , keychains, backpacks, zipper pulls, water bottles, weapons, light switches (regular or pull-chain), cabinet handles, hand-held radios, etc - the list is endless. It is nothing fancy, but it is inexpressive, easy to make and very durable.
The bill of materials includes:
1. Fine particles Glow In The Dark powder - Europium activated Strontium Aluminate (green color is the brightest, followed by ice-blue in glow intensity). There are number of Internet sites selling it (unitednuclear.com, ebay.com, etc).
Strontium Aluminate is the "good stuff" - it is VASTLY better than the old zinc sulfide pigment and after it is fully charged, it will glow for as many as 8 to 12 hours. (very bright for the first couple of hours and of course, 8 hr. later it will be dim but still visible in complete darkness). For comparison, the Zinc Sulfide GITD pigment will not be visible an hour after charge. Charging time, light intensity and spectrum are the main factors when it comes to glow duration.
GITD pigments work very much like a rechargeable "light battery" going thorough charging-discharging cycles. Light (UV emissions in particular - 200-450 nm wavelength) raises the electrons from a baseline energy level to an excited level. When the exciting radiation is gone, the electrons try to go back to their baseline energy level but get trapped in a "meta-stable" level from which they go to their baseline level after some delay.
The energy which excited them in first place is stored in the meta-stable level and then released when the electrons make the transition to their baseline energy level. This energy release is in the form of photon emission (light))
When purchasing, make sure that the pigment is manufactured as fine particles - not large particles which are then crushed, as breaking the crystals will change the glow properties.
2. Clear Vinyl Tubing - I used 1/4" OD but other sizes will work too. (hardware or home improvement stores). It must be tested beforehand for UV protection agents as I encountered tubing which contains such. (This cab be done easily by placing some of the GITD powder inside the tubing and exposing it to light)
3. Clear, LOW-ODOR Silicone sealant. Low-odor type is not very (or at all) acidic. Normally, as the silicone sealant cures, it releases acetic acid which might react with the pigment (again hardware/home improvement stores). I used the "Kitchen/bath" sealant as it is less likely to contain UV block agent but this is speculation on my part - I need to do some tests to confirm if such agent is present.
4. Small size cable tie
5. Strong, thick, braided type nylon string.
In addition, a small, shallow, colored plastic container, plastic spatula or flat tip screwdriver and a large syringe ( I got one from a pet supply store) are needed.
 I mixed a few milliliters of silicone sealant with some of the glow powder. One must work quickly as the silicone will start curing once it is out of the container. I worked under a bright light, turning it off a few times, while adjusting the ratio of the mixture. The goal is to get as much glow powder as you can while still preserving some of the transparency of the mixture in a "test dab" approx 4-5 mm thick (hence the colored plastic mixing container). The idea behind this is to allow the light to "soak through" and charge the entire "glow core" of the tubing, even if it only comes from one direction. If the mixture is too "loaded" with glow powder it will become opaque and only the side, exposed to light during charging will glow (it will become also too thick to inject and not as flexible when it cures). Use plastic spatula to mix it very well (for a uniform glow) and load the mixture through the back of the syringe. I cut the vinyl tubing into 2 1/2" - 3" pieces and injected the mixture in each piece. While injecting, I stop when the mixture reaches about 1/2" from the opposite end of the tubing. Air bubbles can be avoided by first squeezing the air out of the syringe and also injecting in one smooth, continuous motion of the plunger.
I mixed a few milliliters of silicone sealant with some of the glow powder. One must work quickly as the silicone will start curing once it is out of the container. I worked under a bright light, turning it off a few times, while adjusting the ratio of the mixture. The goal is to get as much glow powder as you can while still preserving some of the transparency of the mixture in a "test dab" approx 4-5 mm thick (hence the colored plastic mixing container). The idea behind this is to allow the light to "soak through" and charge the entire "glow core" of the tubing, even if it only comes from one direction. If the mixture is too "loaded" with glow powder it will become opaque and only the side, exposed to light during charging will glow (it will become also too thick to inject and not as flexible when it cures). Use plastic spatula to mix it very well (for a uniform glow) and load the mixture through the back of the syringe. I cut the vinyl tubing into 2 1/2" - 3" pieces and injected the mixture in each piece. While injecting, I stop when the mixture reaches about 1/2" from the opposite end of the tubing. Air bubbles can be avoided by first squeezing the air out of the syringe and also injecting in one smooth, continuous motion of the plunger.
It takes a couple of days for the silicone to completely cure as it is inside an almost sealed space. After that, the lower end of the tubing (where the injection was done) can be trimmed.
I made a small loop from the string with a double knot at the end. (If the string is thin, keep adding to the knot until it barely fits inside the tubing). I pushed the knot into the empty 1/2 inch portion of tubing and used a cable tie to squeeze the tubing right above the knot, trapping it. As an alternative, large-diameter wire-splice copper ferule can sliced to 3-4 mm rings and crimped - it might look better but I like the all-plastic version.
 That's all! In an hour, I made over a dozen of these in green and ice-blue colors to mark different objects and devices. I like both colors but the ice-blue reminds me of Cherenkov radiation :-)
That's all! In an hour, I made over a dozen of these in green and ice-blue colors to mark different objects and devices. I like both colors but the ice-blue reminds me of Cherenkov radiation :-)
One neat thing is that because of the optical refraction properties of the 1/4" clear vinyl tubing, once filled with the glow mixture, the tubing walls are not visible anymore from the side - it appears as if the tubing wall is paper thin and the entire thing glows. In other words - the tubing wall acts as a lens, magnifying the GITD core.
I am not one these ARES freaks (on contrary - I have very little love for ARES) so I don't have an ARES go-box full of gear or the ridiculously tacky cooler turned into portable station (don't even want to discuss the ply wood versions) but these GITD fobs come pretty handy during power outages or camping.
 The cool thing is that such GITD fob is VERY durable and can take a lot of abuse - it is 100% weather-resistant, soft and flexible, it will not break or tear easily and can be used for many many years. Most importantly for me - it is made entirely out of soft plastics and will not scratch the surface of the object, which it is attached to. (metal fobs can scratch the anodizing finish of a flash light or damage powder coating, plastic surfaces like the display bezel of a HT radio and acrylic fobs get scratched themselves by metal parts)
The cool thing is that such GITD fob is VERY durable and can take a lot of abuse - it is 100% weather-resistant, soft and flexible, it will not break or tear easily and can be used for many many years. Most importantly for me - it is made entirely out of soft plastics and will not scratch the surface of the object, which it is attached to. (metal fobs can scratch the anodizing finish of a flash light or damage powder coating, plastic surfaces like the display bezel of a HT radio and acrylic fobs get scratched themselves by metal parts)
Longer pieces can be even sewn to clothing - hats, jackets, shoes, gloves as a "tracer" and will not be affected by regular washing.
This GITD fob works best when used outdoors as it needs about 10-15 min direct sun light to fully charge (or a couple of minutes with a high-power flashlight will do the job too) - the longer, the better. In artificial lighting environment, it works better when charged with fluorescent, LED or halogen lights than the regular incandescent type.
If the object is normally always in the dark (in a box, pouch, cabinet) it is useless to have one of these - try tritium vials.
(Tip: For a neat GITD electric light switch face-plates, I used smaller OD tubing. Two holes (the size is the of the tubing) are drilled in the face-plate - approx. 3/4" apart and connected using a small file. This creates a small, elongated window. A slightly longer piece of the glow tubing is then attached on the back side with hot-melt glue.)
The bill of materials includes:
1. Fine particles Glow In The Dark powder - Europium activated Strontium Aluminate (green color is the brightest, followed by ice-blue in glow intensity). There are number of Internet sites selling it (unitednuclear.com, ebay.com, etc).
Strontium Aluminate is the "good stuff" - it is VASTLY better than the old zinc sulfide pigment and after it is fully charged, it will glow for as many as 8 to 12 hours. (very bright for the first couple of hours and of course, 8 hr. later it will be dim but still visible in complete darkness). For comparison, the Zinc Sulfide GITD pigment will not be visible an hour after charge. Charging time, light intensity and spectrum are the main factors when it comes to glow duration.
GITD pigments work very much like a rechargeable "light battery" going thorough charging-discharging cycles. Light (UV emissions in particular - 200-450 nm wavelength) raises the electrons from a baseline energy level to an excited level. When the exciting radiation is gone, the electrons try to go back to their baseline energy level but get trapped in a "meta-stable" level from which they go to their baseline level after some delay.
The energy which excited them in first place is stored in the meta-stable level and then released when the electrons make the transition to their baseline energy level. This energy release is in the form of photon emission (light))
When purchasing, make sure that the pigment is manufactured as fine particles - not large particles which are then crushed, as breaking the crystals will change the glow properties.
2. Clear Vinyl Tubing - I used 1/4" OD but other sizes will work too. (hardware or home improvement stores). It must be tested beforehand for UV protection agents as I encountered tubing which contains such. (This cab be done easily by placing some of the GITD powder inside the tubing and exposing it to light)
3. Clear, LOW-ODOR Silicone sealant. Low-odor type is not very (or at all) acidic. Normally, as the silicone sealant cures, it releases acetic acid which might react with the pigment (again hardware/home improvement stores). I used the "Kitchen/bath" sealant as it is less likely to contain UV block agent but this is speculation on my part - I need to do some tests to confirm if such agent is present.
4. Small size cable tie
5. Strong, thick, braided type nylon string.
In addition, a small, shallow, colored plastic container, plastic spatula or flat tip screwdriver and a large syringe ( I got one from a pet supply store) are needed.

It takes a couple of days for the silicone to completely cure as it is inside an almost sealed space. After that, the lower end of the tubing (where the injection was done) can be trimmed.
I made a small loop from the string with a double knot at the end. (If the string is thin, keep adding to the knot until it barely fits inside the tubing). I pushed the knot into the empty 1/2 inch portion of tubing and used a cable tie to squeeze the tubing right above the knot, trapping it. As an alternative, large-diameter wire-splice copper ferule can sliced to 3-4 mm rings and crimped - it might look better but I like the all-plastic version.

One neat thing is that because of the optical refraction properties of the 1/4" clear vinyl tubing, once filled with the glow mixture, the tubing walls are not visible anymore from the side - it appears as if the tubing wall is paper thin and the entire thing glows. In other words - the tubing wall acts as a lens, magnifying the GITD core.
I am not one these ARES freaks (on contrary - I have very little love for ARES) so I don't have an ARES go-box full of gear or the ridiculously tacky cooler turned into portable station (don't even want to discuss the ply wood versions) but these GITD fobs come pretty handy during power outages or camping.

Longer pieces can be even sewn to clothing - hats, jackets, shoes, gloves as a "tracer" and will not be affected by regular washing.
This GITD fob works best when used outdoors as it needs about 10-15 min direct sun light to fully charge (or a couple of minutes with a high-power flashlight will do the job too) - the longer, the better. In artificial lighting environment, it works better when charged with fluorescent, LED or halogen lights than the regular incandescent type.
If the object is normally always in the dark (in a box, pouch, cabinet) it is useless to have one of these - try tritium vials.
(Tip: For a neat GITD electric light switch face-plates, I used smaller OD tubing. Two holes (the size is the of the tubing) are drilled in the face-plate - approx. 3/4" apart and connected using a small file. This creates a small, elongated window. A slightly longer piece of the glow tubing is then attached on the back side with hot-melt glue.)
Tuesday, June 26, 2012
Customizing Zero Tolerance 0551 / 0550
Sometimes, having a limited edition knife just does not "cut it" :-) I have this urge to improve on commercial products and customize them to my own needs and vision.
Zero Tolerance 551 indeed is a fine folding knife, utilizing high-tech materials and manufactured to very high quality standards and precision. If I was to be dropped on a remote island, probably it will be my pocket knife of choice. It has this cool tactical look to it, but when I have an EDC folding knife in my backpack, I would often prefer if it looks a bit more "organic". The G10 black scale installed on the knife is a good choice if you are in the swamp all day long but it is otherwise nothing to write home about from aesthetics point of view. The only thing that really goes for the original scale is the fine surface texture which provides an excellent non-slippery grip - other than that it is pretty boring. G10 seems to be the material of choice for most tactical knives nowadays but there is nothing as "classic" as a knife's "wooden handle".
Here it is my customization attempt for this fine "EL MAX" steel blade by Zero Tolerance (btw. my s/n 1560 knife is one of the last manufactured units in the limited Model 0551 run - less than 1600 pieces were produced according to KAI USA Ltd.)
 ZT Model 0551 original, brick pattern G10 scale (bottom).
ZT Model 0551 original, brick pattern G10 scale (bottom).
For my custom scale I decided to go with Desert Ironwood (Olneya Tesota). In my first attempt, I made a scale with exactly the same thickness as the original G10 scale (~3mm). It was a good learning experience (middle of the picture). The scale came out nice but I felt that I could do better. I realized, that I can add some thickness to the scale and improve the hand grip that way. It was going to give me ability to modify more aggressively the surface relief. My final version is approximately 5 mm thick (top)
 Desert Ironwood has absolutely beautiful colors and grain pattern. It is also a very, very hard and dense wood - in fact it is so dense, it wouldn't float. While it looks amazing and IMHO is one of the best choices for knife handles, it is VERY hard to cut and work with. I used a very thin Japanese Pull Saw to slice the wooden block into slabs for the scales. The original block was only 3/8" thick so I had to fabricate a jig out of aluminum L-profiles to aid the slicing process and get nice even tiles. With the same saw I did the rough cut of the scale and used a set of files to get it to precise shape and size.
Desert Ironwood has absolutely beautiful colors and grain pattern. It is also a very, very hard and dense wood - in fact it is so dense, it wouldn't float. While it looks amazing and IMHO is one of the best choices for knife handles, it is VERY hard to cut and work with. I used a very thin Japanese Pull Saw to slice the wooden block into slabs for the scales. The original block was only 3/8" thick so I had to fabricate a jig out of aluminum L-profiles to aid the slicing process and get nice even tiles. With the same saw I did the rough cut of the scale and used a set of files to get it to precise shape and size.

One really neat thing about the Desert Ironwood is a unique property of the wood grain. Under a bright light it looks sort of 3D - it has a "depth" to it - the fibers in the grain change color when looked at different angles but at the same time certain areas of the pattern behave differently. This produces kind of a "stereoscopic" effect when the wood is tilted at different viewing angles - much like in the old 3D postcards.

Zero Tolerance 551 indeed is a fine folding knife, utilizing high-tech materials and manufactured to very high quality standards and precision. If I was to be dropped on a remote island, probably it will be my pocket knife of choice. It has this cool tactical look to it, but when I have an EDC folding knife in my backpack, I would often prefer if it looks a bit more "organic". The G10 black scale installed on the knife is a good choice if you are in the swamp all day long but it is otherwise nothing to write home about from aesthetics point of view. The only thing that really goes for the original scale is the fine surface texture which provides an excellent non-slippery grip - other than that it is pretty boring. G10 seems to be the material of choice for most tactical knives nowadays but there is nothing as "classic" as a knife's "wooden handle".
Here it is my customization attempt for this fine "EL MAX" steel blade by Zero Tolerance (btw. my s/n 1560 knife is one of the last manufactured units in the limited Model 0551 run - less than 1600 pieces were produced according to KAI USA Ltd.)

For my custom scale I decided to go with Desert Ironwood (Olneya Tesota). In my first attempt, I made a scale with exactly the same thickness as the original G10 scale (~3mm). It was a good learning experience (middle of the picture). The scale came out nice but I felt that I could do better. I realized, that I can add some thickness to the scale and improve the hand grip that way. It was going to give me ability to modify more aggressively the surface relief. My final version is approximately 5 mm thick (top)


One really neat thing about the Desert Ironwood is a unique property of the wood grain. Under a bright light it looks sort of 3D - it has a "depth" to it - the fibers in the grain change color when looked at different angles but at the same time certain areas of the pattern behave differently. This produces kind of a "stereoscopic" effect when the wood is tilted at different viewing angles - much like in the old 3D postcards.

With the added thickness, the knife now looks more "balanced". The grip is much improved as it fills up my hand very nicely. Because of the added thickness, I was able to create indentations in the scale for the index and middle fingers and the handle feels noticeably more ergonomic now.
 Replacing the original stainless steel pocket clip with a titanium clip shaved off some of the added weight (because of the extra thick wooden scale). Ironwood while very dense, is still lighter than the G10 material but almost doubling the thickness increased the overall weight. The total weight of the knife is now at 167 grams - only 5 grams increase from the original. This is not significant at all for practical purposes!
Replacing the original stainless steel pocket clip with a titanium clip shaved off some of the added weight (because of the extra thick wooden scale). Ironwood while very dense, is still lighter than the G10 material but almost doubling the thickness increased the overall weight. The total weight of the knife is now at 167 grams - only 5 grams increase from the original. This is not significant at all for practical purposes!
(On a side note - I noticed that over the 1500 units run, the knife has evolved - the one I have, being one of the latest produced has an extremely small gap between the frame and the lock-bar portion. It is so thin, I suspect it is a laser cut. On older knives, the gap is much wider and on the first few hundred ones there is also a small manufacturing hole in the corner of the lock-bar.)
 After making the rough cut from the Ironwood slab (with the direction of the grain pattern in mind) , I drilled all of the holes, sinking the screw heads, while leaving the original thickness of material under each screw. The pivot screw hole should be done with an extreme precision and the thickness of material between the screw head and the steel liner must be identical to the original scale. This is absolutely crucial in order to provide the proper tension for the pivot point and center the blade between the frame and the liner. After I did the holes, I shaped the scale to the precise contour of the steel liner using files. Then I made the indentations for the fingers in the surface and finally beveled the outside edge of the scale.
After making the rough cut from the Ironwood slab (with the direction of the grain pattern in mind) , I drilled all of the holes, sinking the screw heads, while leaving the original thickness of material under each screw. The pivot screw hole should be done with an extreme precision and the thickness of material between the screw head and the steel liner must be identical to the original scale. This is absolutely crucial in order to provide the proper tension for the pivot point and center the blade between the frame and the liner. After I did the holes, I shaped the scale to the precise contour of the steel liner using files. Then I made the indentations for the fingers in the surface and finally beveled the outside edge of the scale.

 I was not using the lanyard hole and was wondering what it can be used for, besides the obvious purpose. As a person whose childhood fascination for "glow in the dark" stuff never went away, it was not very difficult for me to come up with an idea. I mixed some glow-in-the-dark pigment (Strontium Aluminate doped with Europium, SrAl2O4:Eu) with clear silicone sealant and injected the mixture into vinyl tubing - 1/4" OD and the "fireworm" was born (sorry, If I took the name of an already existing product). I prepared two different mixtures, using green and aqua color pigment. After the silicone cured, I cut a piece of about 14 mm and inserted the "fireworm" tubing into the lanyard hole. The 1/4" OD vinyl tubing is a perfect compression fit - actually, it took some effort to insert it all the way through and now it will not go anywhere. It can be removed if pushed out with a tool (the back side of a 1/4" or a tad smaller drill bit will fork fine)
I was not using the lanyard hole and was wondering what it can be used for, besides the obvious purpose. As a person whose childhood fascination for "glow in the dark" stuff never went away, it was not very difficult for me to come up with an idea. I mixed some glow-in-the-dark pigment (Strontium Aluminate doped with Europium, SrAl2O4:Eu) with clear silicone sealant and injected the mixture into vinyl tubing - 1/4" OD and the "fireworm" was born (sorry, If I took the name of an already existing product). I prepared two different mixtures, using green and aqua color pigment. After the silicone cured, I cut a piece of about 14 mm and inserted the "fireworm" tubing into the lanyard hole. The 1/4" OD vinyl tubing is a perfect compression fit - actually, it took some effort to insert it all the way through and now it will not go anywhere. It can be removed if pushed out with a tool (the back side of a 1/4" or a tad smaller drill bit will fork fine)
 The tubing goes through the scale, the steel liner and the titanium frame on the other side. All materials used are 100% weather resistant and there is no danger for damage by the elements whatsoever. It will not yellow or harden.
The tubing goes through the scale, the steel liner and the titanium frame on the other side. All materials used are 100% weather resistant and there is no danger for damage by the elements whatsoever. It will not yellow or harden.
IMHO it is a pretty elegant solution as there are no permanent alterations to the knife and the GID (glow-in-the-dark) insert can be completely removed, restoring the knife to the original stock version.
btw. the two holes on the front scale (for the pocket clip) can be still used to attach a small lanyard loop or a small titanium plate with lanyard hole in it. I might even create a notch on the back of the scale so the plate is "pinched" between the scale and the steel liner, leaving the scale's top surface clean.
 The Europim activated Strontium Aluminate is the "good stuff". This pigment (also called Super-LumiNova) is available mostly in green and aqua colors (green being the brightest glowing) and after charging with light it will glow for hours and hours. This is not your grandfather's Copper activated Zinc Sulfide which will go dark in less than an hour after exposure. Completely charged Strontium Aluminate can glow for up to 8-12 hours. It is charged primarily by the light's UV component. I experimented with two different particle sizes (large crystals of green and fine aqua powder). The large particles will glow brighter but one can differentiate the actual particles in the silicone medium. The fine particles create more diffused and even look. I was careful not to "overload" the silicone medium with pigment - if there is too much pigment in the mixture, it will become opaque and will glow only where it is exposed to the charging light. By leaving the mixture semi-transparent, I ensure that light penetrates through the material and charges pigment particles deep inside the silicone medium. If too little of the pigment is added, the light output will be decreased so the right ratio needs to be found. The idea is for the "fireworm" glow tubing to be charged entirely (or at least close to), even if only partially exposed.
The Europim activated Strontium Aluminate is the "good stuff". This pigment (also called Super-LumiNova) is available mostly in green and aqua colors (green being the brightest glowing) and after charging with light it will glow for hours and hours. This is not your grandfather's Copper activated Zinc Sulfide which will go dark in less than an hour after exposure. Completely charged Strontium Aluminate can glow for up to 8-12 hours. It is charged primarily by the light's UV component. I experimented with two different particle sizes (large crystals of green and fine aqua powder). The large particles will glow brighter but one can differentiate the actual particles in the silicone medium. The fine particles create more diffused and even look. I was careful not to "overload" the silicone medium with pigment - if there is too much pigment in the mixture, it will become opaque and will glow only where it is exposed to the charging light. By leaving the mixture semi-transparent, I ensure that light penetrates through the material and charges pigment particles deep inside the silicone medium. If too little of the pigment is added, the light output will be decreased so the right ratio needs to be found. The idea is for the "fireworm" glow tubing to be charged entirely (or at least close to), even if only partially exposed.
 After charging the glow-tube with light, the knife can be found in a complete darkness for hours. The light is visible from 5 out of the 6 sides.
After charging the glow-tube with light, the knife can be found in a complete darkness for hours. The light is visible from 5 out of the 6 sides.
I ordered some tritium filled tubes (GTLS) to experiment with and I might even try to create a hybrid solution - a combination of Phosphorescence / Radioluminescence like in a Prometheus Watch.
It will be a useful for other objects used in the darkness - flashlights, key-chains, map lights, tools, etc

(On a side note - I noticed that over the 1500 units run, the knife has evolved - the one I have, being one of the latest produced has an extremely small gap between the frame and the lock-bar portion. It is so thin, I suspect it is a laser cut. On older knives, the gap is much wider and on the first few hundred ones there is also a small manufacturing hole in the corner of the lock-bar.)


Here it is the final result! After finishing the surface, starting with a wooden file and then sandpaper, going all the way down to 1200 grit for an extremely smooth and polished look, I treated the scale with Tung Oil Finish. It took a few applications but it was well worth it. Tung Oil is great for this as it soaks deep into the wood grain, giving it protection while bringing out the natural grain pattern and colors in a nice satin finish.
I absolutely love the way it looks - it really warms up the "super-steel" EL MAX blade with a nice "earthy" patterns and colors - just a "classic" knife look for a folder!
And if you flip it - it is all space-age steel and titanium for the high-tech look I like to see sometimes.
btw. I did not use ANY power tools - everything, including the drilling was done by hand. All in all - about 10 hours worth of work per scale.


IMHO it is a pretty elegant solution as there are no permanent alterations to the knife and the GID (glow-in-the-dark) insert can be completely removed, restoring the knife to the original stock version.
btw. the two holes on the front scale (for the pocket clip) can be still used to attach a small lanyard loop or a small titanium plate with lanyard hole in it. I might even create a notch on the back of the scale so the plate is "pinched" between the scale and the steel liner, leaving the scale's top surface clean.


I ordered some tritium filled tubes (GTLS) to experiment with and I might even try to create a hybrid solution - a combination of Phosphorescence / Radioluminescence like in a Prometheus Watch.
It will be a useful for other objects used in the darkness - flashlights, key-chains, map lights, tools, etc
Monday, May 7, 2012
SteppIR BigIR - broken element drive shaft
After 5 years of moderate use, it was time to perform a basic maintenance of my BigIR Mrk III and I also wanted to take a look inside the Element Housing Unit (EHU). I had a spare EHU gasket at hand - a must if you are opening the EHU. The gasket is compressed by the cover and with time, it will stay deformed even when the cover is removed so it needs to be replaced if the EHU is open.
After so many reports of broken plastic drive shafts in the SteppIR Yahoo Group and knowing that my shaft is one of the "gray plastic" versions (with an increased incidence of failures), the shaft was the first thing to inspect upon opening the EHU.
 Well, I wasn't terribly surprised! I sort of expected to see something like this - just glad that i caught it on time. The shaft was cracked around the slotted spring pin attaching it to the stepper motor shaft. It was still holding but probably not for long as the crack was going all the way trough the plastic.
Well, I wasn't terribly surprised! I sort of expected to see something like this - just glad that i caught it on time. The shaft was cracked around the slotted spring pin attaching it to the stepper motor shaft. It was still holding but probably not for long as the crack was going all the way trough the plastic.
I checked the SteppIR web site and as it turns out they are now offering "an updated design" shaft - admitting in a way that the problem with the original shaft was a bad design and/or choice of material. I called to ask for a replacement, because I wanted to fix it myself and found out that it will cost me $30 (shaft, gasket and shipping) to do their job. I didn't feel like shipping the whole EHU and waiting weeks to get it back - and yet I had to pay out of my pocket for their mistakes, while saving them labor and money - I guess this is how companies do business nowadays. I was also told that I have take apart the whole antenna and have the EHU on my bench in order to be able to perform the repair.
 Disassembling the whole antenna - I think not! To disassemble the antenna, I had to cut the 3/4" PVC element guide tube (inside the 2 Element Extension Tubes) and then join it (glue it) with a 3/4" coupler when putting the antenna back together. Taking everything apart is too much work and I wasn't trilled about extra joints in the Extension Tube liner (not to mention weatherproofing the assembly).
Disassembling the whole antenna - I think not! To disassemble the antenna, I had to cut the 3/4" PVC element guide tube (inside the 2 Element Extension Tubes) and then join it (glue it) with a 3/4" coupler when putting the antenna back together. Taking everything apart is too much work and I wasn't trilled about extra joints in the Extension Tube liner (not to mention weatherproofing the assembly).
I decided to go against the SteppIR recommendation and repair it in the field - it turned out not to be a big deal.
There are 3 external connectors which have to be released - the motor control connector, the RF connector on the bottom and the ground terminal. It is fairly easy to remove them - 2 screws for the RF connector, a couple of nuts and washers for the ground terminal and a large plastic nut for the motor control connector.
Next step is to detach the internal assembly - 3 screws on the outside of the EHU (around the motor cavity bump). One of these screws has a Nyloc nut on the inside, the other two screws go directly into the white plastic mounting plate of the internal assembly.
One have to be very careful when pulling the internal assembly out in order to avoid any damage to the copper-beryllium tape. This tape must be protected from any sharp bends or kinks as they are almost permanent.
If you are doing this repair - release more tape from the spool if needed and lay the assembly down, making sure the tape curves gently. Don't try to pull the end of the tape from the fiberglass tube - there is a plastic stopper at the end - just rotate the sprocket by hand releasing more tape from the spool.
I used a piece of wire to secure the tape to the spool, threading the wire through the tape perforation so the tape doesn't spring out when it is released from the sprocket.
Next step is to detach the horizontal plate with the brush assembly - 2 sets of screw, lock washer and Nyloc nut,
Finally, 4 countersunk screws holding the stepper motor to the vertical white plastic plate and a cable tie securing the motor cable.
At this point the whole assembly - motor, shaft and sprocket can come out.
 The new element drive shaft already installed on the stepper motor shaft. This time no tension pin - a special long screw and a Nyloc nut are securing the shaft. The slotted compression pin in the old design could be part of the reason for the failure as it exerts constant pressure inside its opening in the plastic shaft.
The new element drive shaft already installed on the stepper motor shaft. This time no tension pin - a special long screw and a Nyloc nut are securing the shaft. The slotted compression pin in the old design could be part of the reason for the failure as it exerts constant pressure inside its opening in the plastic shaft.
(To remove the old drive shaft one needs a small hammer and a pin pusher tool)
The new shaft came with two sprockets - obviously a universal version, also used in their Yagi and Dipole line of products (the inside sprocket can be removed but I left it on the shaft). Other than a different type of plastic (glass filled) and a different way to mount it on the motor shaft - the new shaft doesn't have more material around the part that forms the motor shaft sleeve. It appears stronger (thicker) only in the area between the two sprockets (the new sprockets are a bit simplified by design (no collar) and mounted by using retaining rings). The claims by SteppIR are that they have not had any failures with this "updated design" so far.

The EHU with the updated design shaft in place. During re-assembly, everything goes back in the reverse order.
I don't understand why it took so long for SteppIR to acknowledge and address this issue - from what I was able to gather on the Internet, this is a REALLY common problem with the original design! I was expecting see some sort of recall / replacement program - where they charge you for the part and once you return the broken part, you get a refund - this way people will not stock up on free parts if they have not had a failure - (at least in my mind - it is what a reputable company should do).
P.S. I am still bothered by the fact that the drive shaft doesn't have a support bearing on the far end (opposite of the motor) - this is just a poor engineering practice (or unwise cost-saving). In addition to the rotational force, there is some radial force from the sprocket trying to grab and move the tape (mainly caused by the resistance of the tape, especially during EHU calibration - when all of the tape is already on the spool, even the motor is stalling due to the infinite resistance caused by the tape stopper ). Without a support bearing, this radial force at the sprocket end turns into an effort for a Class 2 Lever (the length of the drive shaft itself) and puts the opposite end of the shaft (near the motor shaft sleeve (which acts as a fulcrum for the same Class 2 Lever)) under stress - hence the many cases of broken drive shafts (the failure always occurs in this very point). This part of the drive shaft is already weakened because of the formed motor shaft sleeve, the tension pin holes and the additional stress from the pin itself. One can see that is not that difficult to implement a support bearing if the shaft was just a bit longer.
After so many reports of broken plastic drive shafts in the SteppIR Yahoo Group and knowing that my shaft is one of the "gray plastic" versions (with an increased incidence of failures), the shaft was the first thing to inspect upon opening the EHU.

I checked the SteppIR web site and as it turns out they are now offering "an updated design" shaft - admitting in a way that the problem with the original shaft was a bad design and/or choice of material. I called to ask for a replacement, because I wanted to fix it myself and found out that it will cost me $30 (shaft, gasket and shipping) to do their job. I didn't feel like shipping the whole EHU and waiting weeks to get it back - and yet I had to pay out of my pocket for their mistakes, while saving them labor and money - I guess this is how companies do business nowadays. I was also told that I have take apart the whole antenna and have the EHU on my bench in order to be able to perform the repair.

I decided to go against the SteppIR recommendation and repair it in the field - it turned out not to be a big deal.
There are 3 external connectors which have to be released - the motor control connector, the RF connector on the bottom and the ground terminal. It is fairly easy to remove them - 2 screws for the RF connector, a couple of nuts and washers for the ground terminal and a large plastic nut for the motor control connector.
Next step is to detach the internal assembly - 3 screws on the outside of the EHU (around the motor cavity bump). One of these screws has a Nyloc nut on the inside, the other two screws go directly into the white plastic mounting plate of the internal assembly.
One have to be very careful when pulling the internal assembly out in order to avoid any damage to the copper-beryllium tape. This tape must be protected from any sharp bends or kinks as they are almost permanent.
If you are doing this repair - release more tape from the spool if needed and lay the assembly down, making sure the tape curves gently. Don't try to pull the end of the tape from the fiberglass tube - there is a plastic stopper at the end - just rotate the sprocket by hand releasing more tape from the spool.
I used a piece of wire to secure the tape to the spool, threading the wire through the tape perforation so the tape doesn't spring out when it is released from the sprocket.
Next step is to detach the horizontal plate with the brush assembly - 2 sets of screw, lock washer and Nyloc nut,
Finally, 4 countersunk screws holding the stepper motor to the vertical white plastic plate and a cable tie securing the motor cable.
At this point the whole assembly - motor, shaft and sprocket can come out.

(To remove the old drive shaft one needs a small hammer and a pin pusher tool)
The new shaft came with two sprockets - obviously a universal version, also used in their Yagi and Dipole line of products (the inside sprocket can be removed but I left it on the shaft). Other than a different type of plastic (glass filled) and a different way to mount it on the motor shaft - the new shaft doesn't have more material around the part that forms the motor shaft sleeve. It appears stronger (thicker) only in the area between the two sprockets (the new sprockets are a bit simplified by design (no collar) and mounted by using retaining rings). The claims by SteppIR are that they have not had any failures with this "updated design" so far.

The EHU with the updated design shaft in place. During re-assembly, everything goes back in the reverse order.
I don't understand why it took so long for SteppIR to acknowledge and address this issue - from what I was able to gather on the Internet, this is a REALLY common problem with the original design! I was expecting see some sort of recall / replacement program - where they charge you for the part and once you return the broken part, you get a refund - this way people will not stock up on free parts if they have not had a failure - (at least in my mind - it is what a reputable company should do).
P.S. I am still bothered by the fact that the drive shaft doesn't have a support bearing on the far end (opposite of the motor) - this is just a poor engineering practice (or unwise cost-saving). In addition to the rotational force, there is some radial force from the sprocket trying to grab and move the tape (mainly caused by the resistance of the tape, especially during EHU calibration - when all of the tape is already on the spool, even the motor is stalling due to the infinite resistance caused by the tape stopper ). Without a support bearing, this radial force at the sprocket end turns into an effort for a Class 2 Lever (the length of the drive shaft itself) and puts the opposite end of the shaft (near the motor shaft sleeve (which acts as a fulcrum for the same Class 2 Lever)) under stress - hence the many cases of broken drive shafts (the failure always occurs in this very point). This part of the drive shaft is already weakened because of the formed motor shaft sleeve, the tension pin holes and the additional stress from the pin itself. One can see that is not that difficult to implement a support bearing if the shaft was just a bit longer.
Monday, April 30, 2012
Pneumatic Antenna Launchers for sale
UPDATE 4.15.2014: Due to various reasons (personal schedule, parts availability, business feasibility, etc) , I have decided to discontinue the Antenna Launcher product line. If things change, I'll post here but as of now there are no near future plans to make any antenna launchers. Sorry for any caused inconvenience!
UPDATE Sep 2013: Pictures of the new style BDAS-2 Launcher.

Complete BDAS-2 kit - this is what you'll receive if you order one.
The User-Manual is available for download (check the link in this post)

The look now is more consistent with a trade name like "iLauncher 2S"

Surface materials are more durable than paint and the carbon fiber finish looks great!
UPDATE Mar 21 2013: The BDAS-2 Antenna Launcher is currently out of stock. Production will resume in late April with units in stock during the first week of May. Please don't wait until the last moment - in the month before Field Day, I get overwhelmed with orders and you might not be able to get it in time.
Now up to Revision 2, with a new "Carbon Fiber Look". Pictures will follow, but this newly designed look is totally "Space Age" and has more clean and modern appearance. New materials were used and the finish is also more durable and less prone to wear and scratches than the old painted surface. The painted version will still be available upon special request at a slightly higher price. The Ramrod in Revision 2 is also updated - now the handle is made out of two parts with friction assembly for an improved portability and shorter storage length (not pictured above).
Lead times for new orders on "Out-of-Stock" products is 2 to 3 weeks. "In stock" items ship within 3 business days after the payment clears.
BDAS-2 Antenna Launcher (current version) - $299
BDAS-1 Antenna Launcher (legacy) - Special Orders only (TBA)
Complete Kit Includes: Antenna Launcher, Zip Reel with 150 yards Leader Line, a set of 3 weighted projectiles (1x 6oz, 2x 4oz) and a Ramrod
BDAS-2 Antenna Launcher / "T-shirt Cannon" option - $249
"T-shirt Cannon" option - no Zip Reel, no Leader Line and no Projectile Set are included. A 2.5" coupler is included along with BDAS-2 Launcher and a Ramrod.
All orders ship via USPS Standard parcel service or UPS Ground- customer pays actual shipping fee for 26x13x8" box / 14 Lbs from Zip code 06804. Continental US only.
Local Pickup is also available at no additional charge.
My article on the Pneumatic Antenna Launcher generated huge amount of interest. A bunch of web sites like Hack-a-Day, Make Magazine, Wonder How To and others featured the article and increased the popularity even more. Since then, people are asking from assistance with building their own launchers to wanting to buy a finished product. I end up making a small production run to satisfy these needs. Field Day is coming and I am left with a few launchers for sale from this run. I have not decided yet if I'll keep making them - the process is rather time consuming. If I decide to go on, I will likely create a separate web site.
These launchers are no-compromise, top-shelf product for people who demand high quality (and they look great too!). Ready to use - no assembly is required! Each kit includes a Launcher, a Zip Reel loaded with 150 yards of 50lb Test Hi-Vis Yellow Spectra Line, a Set of 3 projectiles (Weighted Tennis Balls - 2x 4 oz and one 6 oz) and a Ramrod. For more information, specs and details, please download the User Manual before ordering (for those who already purchased a launcher before 2013 - this is a revised version of the manual - please download it and use it instead of the printed one included with the Launcher). Shipping to Continental US only! Price is set to $299 + actual shipping charge. For ordering, please email: ae1s AT arrl.net. Payments via PayPal or Cashier Check or cash for Local Pickup. Ships in 3 business days.

"Graphite - Yellow", "Graphite - Orange" and "Steampunk"

"Steampunk" is the most popular finish people were asking for. Somebody even ordered one these to use as a "T-Shirt Cannon" for his band.

Picture of the Trigger Valve Assembly

Zip Reel with Leader Line.. A nifty Line Cutter is mounted on the bottom.

The unique "Safety" feature in "ON" position


Another angle on the Trigger Valve and mounting bracket with the "Safety" Strap
Safety was a priority when building these launcher. Only pressure rated fittings were used - no drilling and epoxy gluing of PVC parts here.


"Graphite Yellow"
Thursday, March 29, 2012
Yet another set of VNA calibration standards
This time - Type-N female. One of the most critical components in DIY calibration standard is the connector used to build it. The market is flooded with all kinds of connectors but most of them are of really shoddy quality (sorry to bash on China but that's where all the junk comes from). After playing with and testing different connectors, my conclusion is that one is shooting in the dark ordering connectors from China to use for DIY cal standards. Very rare there will be good enough connector from China, even for 60 MHz VNA cal standard. It is unbelievable the amount of sub-standard junk they make!
The best way to go about is to find high-quality brand name connectors on the surplus market. Ebay is also a good source but it takes time and patience to find what you need.
I've mentioned before that having a few sets of cal standard -different connector type and gender is very useful! I needed a good set of female Type-N OPEN and SHORT (I have a commercial LOAD).
One can buy on eBay a used female Type-N to female-SMA adapter of REALLY high quality for about $10/pc - I am talking about Amphenol 131-445 / HP-Agilent #1250-1404. Even at $30 this adapter is still a bargain. It is actually a bulkhead female Type-N used for commercial VNAs, Spectrum analyzer and other lab equipment. The body is machined from stainless steel, the pin receptacle is gold-plated copper-beryllium and it is using very interesting dielectric.
The center dielectric is made of a small plastic disc with 6 dead holes - 3 on each side of the disc. In each set the holes are at 120 degrees and the two sets are offset by 60 degrees from each other. As a result - the center pin receptacle is supported only by 6 very little plastic spokes. The holes are fairly large leaving mostly air around the center. This is as close as it gets to DIY air dielectric while still have strong mechanical support for the pin receptacle. I think the reason for the "dead holes" is to stop dust and contaminants getting inside.
 For the OPEN I just cut the center pin flush to the dielectric. The dielectric disc has a brass sleeve in the center. A dab of solder fixes the pin receptacle to the sleeve. The disc is not made from teflon and soldering time and temperature should be minimal. One can easily measure the distance to the reference plane and calculate the offset. The stray capacitance and losses are minimal due to the dielectric's construction.
For the OPEN I just cut the center pin flush to the dielectric. The dielectric disc has a brass sleeve in the center. A dab of solder fixes the pin receptacle to the sleeve. The disc is not made from teflon and soldering time and temperature should be minimal. One can easily measure the distance to the reference plane and calculate the offset. The stray capacitance and losses are minimal due to the dielectric's construction.
The SHORT is made by soldering a "washer" of tin-plated brass to the center pin. When the back shell (the gold plated part) of the connector is screwed in place it presses onto the outer part of the washer and makes the electrical connection to the connector's body. I left the rest of the center pin intact - it goes inside the teflon dielectric of the back SMA part for additional mechanical support.
The best way to go about is to find high-quality brand name connectors on the surplus market. Ebay is also a good source but it takes time and patience to find what you need.
I've mentioned before that having a few sets of cal standard -different connector type and gender is very useful! I needed a good set of female Type-N OPEN and SHORT (I have a commercial LOAD).
One can buy on eBay a used female Type-N to female-SMA adapter of REALLY high quality for about $10/pc - I am talking about Amphenol 131-445 / HP-Agilent #1250-1404. Even at $30 this adapter is still a bargain. It is actually a bulkhead female Type-N used for commercial VNAs, Spectrum analyzer and other lab equipment. The body is machined from stainless steel, the pin receptacle is gold-plated copper-beryllium and it is using very interesting dielectric.
The center dielectric is made of a small plastic disc with 6 dead holes - 3 on each side of the disc. In each set the holes are at 120 degrees and the two sets are offset by 60 degrees from each other. As a result - the center pin receptacle is supported only by 6 very little plastic spokes. The holes are fairly large leaving mostly air around the center. This is as close as it gets to DIY air dielectric while still have strong mechanical support for the pin receptacle. I think the reason for the "dead holes" is to stop dust and contaminants getting inside.
 For the OPEN I just cut the center pin flush to the dielectric. The dielectric disc has a brass sleeve in the center. A dab of solder fixes the pin receptacle to the sleeve. The disc is not made from teflon and soldering time and temperature should be minimal. One can easily measure the distance to the reference plane and calculate the offset. The stray capacitance and losses are minimal due to the dielectric's construction.
For the OPEN I just cut the center pin flush to the dielectric. The dielectric disc has a brass sleeve in the center. A dab of solder fixes the pin receptacle to the sleeve. The disc is not made from teflon and soldering time and temperature should be minimal. One can easily measure the distance to the reference plane and calculate the offset. The stray capacitance and losses are minimal due to the dielectric's construction.The SHORT is made by soldering a "washer" of tin-plated brass to the center pin. When the back shell (the gold plated part) of the connector is screwed in place it presses onto the outer part of the washer and makes the electrical connection to the connector's body. I left the rest of the center pin intact - it goes inside the teflon dielectric of the back SMA part for additional mechanical support.
Thursday, March 1, 2012
Crystal Test Fixture
Jack Smith, K8ZOA posted an interesting paper on "Measurement approaches of Crystal Motional Parameters" and designed a test fixture (based on the "classic" IEC 444 pub. fixture) to aid such measurements. The fixture is rather simple - it is comprised of two impedance matching attenuator pads, presenting the crystal resonator with a low, accurate impedance (12.5 Ohms, the center of the 5-20 ohm range of crystal's series resistance) during transmission measurements and transforming it from and to the 50 ohms impedance of the source and detector. These attenuators act as sort of a "buffer" - because of the transformation, the crystal "sees" only the accurate 12.5 Ohm input and output impedance regardless of the source's and detector's return loss.
Each attenuator is in Pi-pad configuration with attenuation of approx. ~15 dB (due to standard resistor values, the actual calculated attenuation for each pad is 14.81 dB). Input shunt is 158.0 Ohms, series resistor is 66.50 Ohms and Output shunt is 14.30 Ohm (ideal calculated value is 14.20) - all in 1206 packages 1% tolerance.
It occurred to me that Ivan Makarov's N2PK VNA Reflection Bridge PCB can be modified very easily to accommodate both pads and I can use the board to build the entire test fixture. The modification is very simple!
 I used a Dremel Tool to drill (Carbide PCB drill bit #71, 0.0260") 3 holes (0.1" spacing) for the crystal socket / header and a small end mill bit to make to cut two trace cuts.
I used a Dremel Tool to drill (Carbide PCB drill bit #71, 0.0260") 3 holes (0.1" spacing) for the crystal socket / header and a small end mill bit to make to cut two trace cuts.
 The socket is a gold-plated machined type - it can be cut from an IC machined socket. The HC-49 crystal package fits perfectly in the socket. An adapter can be made if the fixture is to be used with other components with larger diameter leads.
The socket is a gold-plated machined type - it can be cut from an IC machined socket. The HC-49 crystal package fits perfectly in the socket. An adapter can be made if the fixture is to be used with other components with larger diameter leads.
The socket is installed on the reverse (solid ground plane) side of the board. The middle pin is soldered to the ground plane on the component side. Copper is removed around the two side holes (on the socket side) so it will clear the bottom part of the socket pins. The ground plane should clear each socket pin by at least 1 mm around (the diameter of the no-copper area around each hole is about 0.1"). Again, a round end-mill bit or a big round engraving diamond file bit on the Dremel Tool will do the job.
 This picture shows the configuration of the resistors in each Pi-pad. The ideal value for the output shunt is 14.2 ohms, so I installed 2.2k (1%) resistors in parallel with each 14.3 resistor to bring the resistance down. I used my LCR meter to select all attenuator resistors in order to have values as close as possible to the ideal calculated values. RF screen (cut from tin-plated brass sheet) is installed across the board, on the component side to shield the output from the input. The unnecessary PCB pads are flooded with solder and connected to the common ground plane.
This picture shows the configuration of the resistors in each Pi-pad. The ideal value for the output shunt is 14.2 ohms, so I installed 2.2k (1%) resistors in parallel with each 14.3 resistor to bring the resistance down. I used my LCR meter to select all attenuator resistors in order to have values as close as possible to the ideal calculated values. RF screen (cut from tin-plated brass sheet) is installed across the board, on the component side to shield the output from the input. The unnecessary PCB pads are flooded with solder and connected to the common ground plane.
 Two edge mount SMA (f) are installed 2" apart. The 2" spacing matches my N2PK VNA port spacing so I can install the fixture directly on the VNA ports without the use of any cables.
Two edge mount SMA (f) are installed 2" apart. The 2" spacing matches my N2PK VNA port spacing so I can install the fixture directly on the VNA ports without the use of any cables.
 Two copper-beryllium contact clips - one on each side of the socket are soldered to the ground plane. These spring clips connect the resonator's can to ground when the crystal is inserted and provide additional mechanical support for the crystal package.
Two copper-beryllium contact clips - one on each side of the socket are soldered to the ground plane. These spring clips connect the resonator's can to ground when the crystal is inserted and provide additional mechanical support for the crystal package.
The picture also shows the THRU calibration jumper and 50 ohm load test jumper.
Each attenuator is in Pi-pad configuration with attenuation of approx. ~15 dB (due to standard resistor values, the actual calculated attenuation for each pad is 14.81 dB). Input shunt is 158.0 Ohms, series resistor is 66.50 Ohms and Output shunt is 14.30 Ohm (ideal calculated value is 14.20) - all in 1206 packages 1% tolerance.
It occurred to me that Ivan Makarov's N2PK VNA Reflection Bridge PCB can be modified very easily to accommodate both pads and I can use the board to build the entire test fixture. The modification is very simple!
 I used a Dremel Tool to drill (Carbide PCB drill bit #71, 0.0260") 3 holes (0.1" spacing) for the crystal socket / header and a small end mill bit to make to cut two trace cuts.
I used a Dremel Tool to drill (Carbide PCB drill bit #71, 0.0260") 3 holes (0.1" spacing) for the crystal socket / header and a small end mill bit to make to cut two trace cuts. The socket is a gold-plated machined type - it can be cut from an IC machined socket. The HC-49 crystal package fits perfectly in the socket. An adapter can be made if the fixture is to be used with other components with larger diameter leads.
The socket is a gold-plated machined type - it can be cut from an IC machined socket. The HC-49 crystal package fits perfectly in the socket. An adapter can be made if the fixture is to be used with other components with larger diameter leads.The socket is installed on the reverse (solid ground plane) side of the board. The middle pin is soldered to the ground plane on the component side. Copper is removed around the two side holes (on the socket side) so it will clear the bottom part of the socket pins. The ground plane should clear each socket pin by at least 1 mm around (the diameter of the no-copper area around each hole is about 0.1"). Again, a round end-mill bit or a big round engraving diamond file bit on the Dremel Tool will do the job.
 This picture shows the configuration of the resistors in each Pi-pad. The ideal value for the output shunt is 14.2 ohms, so I installed 2.2k (1%) resistors in parallel with each 14.3 resistor to bring the resistance down. I used my LCR meter to select all attenuator resistors in order to have values as close as possible to the ideal calculated values. RF screen (cut from tin-plated brass sheet) is installed across the board, on the component side to shield the output from the input. The unnecessary PCB pads are flooded with solder and connected to the common ground plane.
This picture shows the configuration of the resistors in each Pi-pad. The ideal value for the output shunt is 14.2 ohms, so I installed 2.2k (1%) resistors in parallel with each 14.3 resistor to bring the resistance down. I used my LCR meter to select all attenuator resistors in order to have values as close as possible to the ideal calculated values. RF screen (cut from tin-plated brass sheet) is installed across the board, on the component side to shield the output from the input. The unnecessary PCB pads are flooded with solder and connected to the common ground plane. Two edge mount SMA (f) are installed 2" apart. The 2" spacing matches my N2PK VNA port spacing so I can install the fixture directly on the VNA ports without the use of any cables.
Two edge mount SMA (f) are installed 2" apart. The 2" spacing matches my N2PK VNA port spacing so I can install the fixture directly on the VNA ports without the use of any cables. Two copper-beryllium contact clips - one on each side of the socket are soldered to the ground plane. These spring clips connect the resonator's can to ground when the crystal is inserted and provide additional mechanical support for the crystal package.
Two copper-beryllium contact clips - one on each side of the socket are soldered to the ground plane. These spring clips connect the resonator's can to ground when the crystal is inserted and provide additional mechanical support for the crystal package.The picture also shows the THRU calibration jumper and 50 ohm load test jumper.
Tuesday, February 21, 2012
Reflection Bridge with Type-N connectors
I always try to avoid using "between-series" adapters - there are so many out there with questionable quality. Sometimes these adapters are just the "necessary evil". In an attempt to reduce the need for adapters, I built 3 different reflection bridges for my N2PK VNA - BNC, SMA and Type-N.
From a mechanical point of view, mating a bridge directly onto 2 fixed distance ports presents a challenge - the connectors must be aligned perfectly. These are precision connectors and even the smallest misalignment will cause stress to the pin/receptacle, uneven wear and possibly damage. Using Type-N flange connectors on the reflection bridge will form too rigid junction and they are difficult to install with such great precision. On the other hand I prefer somewhat rigid connection and don't want to use flexible coax as it introduces phase instability when bent or twisted. A few tenths of the millimeter lateral "play" in the connectors will be enough to take care of small misalignment.
To build the Type-N bridge I used a pair of male Type-N connectors (solder type, Digikey p/n ACX1132-ND) on ~3 cm pieces of semi-rigid coax (RG-402 - solid copper tube shield, not the hand-conformable type). The coax is inserted in a brass tube (very slightly larger than the diameter of the coax, 2.1 cm length, K&S Engineering 3/16 x .014 Stock #129) that goes thru the wall of the aluminum enclosure and it is soldered inside to a brass plate. A second, larger diameter brass tube (2 cm length, K&S Engineering 7/32 Stcok #130) goes over the small diameter tube but does not go thru the wall. The small diameter tube provides stress-relief on pull action, as one end of the RG-402 is soldered to it. The larger diameter brass tube goes over the solder collar in the base of the male Type-N connector and it is compressed between the enclosure and connector, providing stress-relief on push action.
The whole assembly might be a little over-engineered but it is very sturdy and gives me the few tenths of millimeter lateral flexibility at the connector end without being too flexible. It, also protects the RG-402 from accidental permanent bending and damage.
 The small diameter brass tube goes thru the wall and together with the protruding copper shield of the RG-402 coax is soldered to a brass plate and the PCB's ground plane. It is critical that the holes in the aluminum enclosure are just big enough for the small diameter brass tube to be inserted with no "play"as the flexibility needs to come from the exposed length of the brass tube. An SMA connector is installed for the DDS source termination (needed for improved low frequency measurements).
The small diameter brass tube goes thru the wall and together with the protruding copper shield of the RG-402 coax is soldered to a brass plate and the PCB's ground plane. It is critical that the holes in the aluminum enclosure are just big enough for the small diameter brass tube to be inserted with no "play"as the flexibility needs to come from the exposed length of the brass tube. An SMA connector is installed for the DDS source termination (needed for improved low frequency measurements).
 Heat-shrink tubing color-coded the IN and OUT of the reflection bridge. For the DUT port I installed a high-quality Amphenol 131-445 / HP-Agilent #1250-1404 female Type N connector. This instrument grade connector has a SMA(f) on the back. A corresponding SMA(m) with really short pigtail (~4-5 mm) was used for connection to the bridge. I had to make a cut-out in the PCB to accommodate the SMAs.
Heat-shrink tubing color-coded the IN and OUT of the reflection bridge. For the DUT port I installed a high-quality Amphenol 131-445 / HP-Agilent #1250-1404 female Type N connector. This instrument grade connector has a SMA(f) on the back. A corresponding SMA(m) with really short pigtail (~4-5 mm) was used for connection to the bridge. I had to make a cut-out in the PCB to accommodate the SMAs.
 Because of the custom Type-N connectors, I was able to fit the bridge in a lower profile enclosure - same type I used for my RF-IV sensors - Bud Industries CN-5701 (Digikey p/n 377-1512-ND)
Because of the custom Type-N connectors, I was able to fit the bridge in a lower profile enclosure - same type I used for my RF-IV sensors - Bud Industries CN-5701 (Digikey p/n 377-1512-ND)
From a mechanical point of view, mating a bridge directly onto 2 fixed distance ports presents a challenge - the connectors must be aligned perfectly. These are precision connectors and even the smallest misalignment will cause stress to the pin/receptacle, uneven wear and possibly damage. Using Type-N flange connectors on the reflection bridge will form too rigid junction and they are difficult to install with such great precision. On the other hand I prefer somewhat rigid connection and don't want to use flexible coax as it introduces phase instability when bent or twisted. A few tenths of the millimeter lateral "play" in the connectors will be enough to take care of small misalignment.
To build the Type-N bridge I used a pair of male Type-N connectors (solder type, Digikey p/n ACX1132-ND) on ~3 cm pieces of semi-rigid coax (RG-402 - solid copper tube shield, not the hand-conformable type). The coax is inserted in a brass tube (very slightly larger than the diameter of the coax, 2.1 cm length, K&S Engineering 3/16 x .014 Stock #129) that goes thru the wall of the aluminum enclosure and it is soldered inside to a brass plate. A second, larger diameter brass tube (2 cm length, K&S Engineering 7/32 Stcok #130) goes over the small diameter tube but does not go thru the wall. The small diameter tube provides stress-relief on pull action, as one end of the RG-402 is soldered to it. The larger diameter brass tube goes over the solder collar in the base of the male Type-N connector and it is compressed between the enclosure and connector, providing stress-relief on push action.
The whole assembly might be a little over-engineered but it is very sturdy and gives me the few tenths of millimeter lateral flexibility at the connector end without being too flexible. It, also protects the RG-402 from accidental permanent bending and damage.
 The small diameter brass tube goes thru the wall and together with the protruding copper shield of the RG-402 coax is soldered to a brass plate and the PCB's ground plane. It is critical that the holes in the aluminum enclosure are just big enough for the small diameter brass tube to be inserted with no "play"as the flexibility needs to come from the exposed length of the brass tube. An SMA connector is installed for the DDS source termination (needed for improved low frequency measurements).
The small diameter brass tube goes thru the wall and together with the protruding copper shield of the RG-402 coax is soldered to a brass plate and the PCB's ground plane. It is critical that the holes in the aluminum enclosure are just big enough for the small diameter brass tube to be inserted with no "play"as the flexibility needs to come from the exposed length of the brass tube. An SMA connector is installed for the DDS source termination (needed for improved low frequency measurements). Heat-shrink tubing color-coded the IN and OUT of the reflection bridge. For the DUT port I installed a high-quality Amphenol 131-445 / HP-Agilent #1250-1404 female Type N connector. This instrument grade connector has a SMA(f) on the back. A corresponding SMA(m) with really short pigtail (~4-5 mm) was used for connection to the bridge. I had to make a cut-out in the PCB to accommodate the SMAs.
Heat-shrink tubing color-coded the IN and OUT of the reflection bridge. For the DUT port I installed a high-quality Amphenol 131-445 / HP-Agilent #1250-1404 female Type N connector. This instrument grade connector has a SMA(f) on the back. A corresponding SMA(m) with really short pigtail (~4-5 mm) was used for connection to the bridge. I had to make a cut-out in the PCB to accommodate the SMAs. Because of the custom Type-N connectors, I was able to fit the bridge in a lower profile enclosure - same type I used for my RF-IV sensors - Bud Industries CN-5701 (Digikey p/n 377-1512-ND)
Because of the custom Type-N connectors, I was able to fit the bridge in a lower profile enclosure - same type I used for my RF-IV sensors - Bud Industries CN-5701 (Digikey p/n 377-1512-ND)
Tuesday, January 17, 2012
My 2nd Generation N2PK VNA
I am just about done with my second generation N2PK VNA. The first one I've built is mainly for portable / field use, while this larger unit is for my work bench.
Main differences over my first generation unit:
- built-in USB interface using HSUSB (both VNAs are based on the parallel port PCB ver. 4.3)
- larger enclosure with separate shielded RF deck compartment and PS/USB rear compartment (Hammond 1455T2201, Digi-Key p/n HM905-ND)
- Instrument grade, stainless steel precision Type-N and SMA front panel connectors (Amphenol 131-445 / HP-Agilent #1250-1404)
 The larger enclosure provides better cooling and thermal stability. I have separated the space into two compartments in order to improve the RF shielding and noise floor. Furthermore, the use of semi-rigid coax requires more space. I must say that working with semi-rigid coax is not an easy thing, even when using hand-conformable type. The connections must be fabricated with a great precision, avoiding re-bending of the coax. I used scrap pieces coax to get the right shape of each link and then carefully followed the shape with the actual coax, bending it only once.
The larger enclosure provides better cooling and thermal stability. I have separated the space into two compartments in order to improve the RF shielding and noise floor. Furthermore, the use of semi-rigid coax requires more space. I must say that working with semi-rigid coax is not an easy thing, even when using hand-conformable type. The connections must be fabricated with a great precision, avoiding re-bending of the coax. I used scrap pieces coax to get the right shape of each link and then carefully followed the shape with the actual coax, bending it only once.
 The front panel is using very-high quality lab-grade (read: very expensive) RF connectors. I also improved on the front panel layout. A front panel LED indicates +5V power to the DDS chips.
The front panel is using very-high quality lab-grade (read: very expensive) RF connectors. I also improved on the front panel layout. A front panel LED indicates +5V power to the DDS chips.
 The rear panel with industrial grade Type-B USB connector. The LED next to the connector indicates power to the USB interface. The USB interface board can be powered by the host computer or by the internal power supply (jumper selectable). I also made a small modification to the HSUSB board to incorporate the VNA PWR DETECT signal directly on the board itself. An Accessory connector is installed for connecting the S-parameter test set, RF-IV test head or any of the two transverters. It is a 6 pin connector with all necessary control signals and +9V power for the accessories.
The rear panel with industrial grade Type-B USB connector. The LED next to the connector indicates power to the USB interface. The USB interface board can be powered by the host computer or by the internal power supply (jumper selectable). I also made a small modification to the HSUSB board to incorporate the VNA PWR DETECT signal directly on the board itself. An Accessory connector is installed for connecting the S-parameter test set, RF-IV test head or any of the two transverters. It is a 6 pin connector with all necessary control signals and +9V power for the accessories.
 The power supply mounting bed. The N2PK VNA power supply provides +5v (using a switching regulator), +9V and +12V (linear regulators). There are "crowbar" type over-voltage protections for both, the +5 and +12 V as well as extensive filtering and power conditioning. This picture is with the top RF shield of the PS board removed. The HSUSB board is mounted vertically using stand-offs, on the back wall of the RF compartment shield. The linear regulator and heatsink next to the PS board is for +9V line going to the ACC connector.
The power supply mounting bed. The N2PK VNA power supply provides +5v (using a switching regulator), +9V and +12V (linear regulators). There are "crowbar" type over-voltage protections for both, the +5 and +12 V as well as extensive filtering and power conditioning. This picture is with the top RF shield of the PS board removed. The HSUSB board is mounted vertically using stand-offs, on the back wall of the RF compartment shield. The linear regulator and heatsink next to the PS board is for +9V line going to the ACC connector.

The PS mount was constructed by soldering two pieces of copper-clad FR4 PCB material.
On the bottom I mounted copper-beryllium contact clips for better grounding to the aluminum enclosure. When installed, it is a tight fit in the aluminum enclosure, effectively shielding the VNA board from the switching PS and USB interface board. Using such mount, I was able to install everything in the enclosure without drilling any holes and using external screws - it is pure aesthetics but the VNA does look sharp that way.
 The noise floor of Detector 1 is slightly better than -120 dB for the most part (0.05 to 30 MHz it is about -122 dB).
The noise floor of Detector 1 is slightly better than -120 dB for the most part (0.05 to 30 MHz it is about -122 dB).
 In addition, I made a reflection bridge using SMA ports and SMA-to-N adapters. Initially, I was going to built it with flange Type-N connectors but these are more involved (5 holes, 4 screws each) to install and the Bridge becomes too "rigid" while being mounted on the VNA ports. The bulkhead type SMA (f) requires just a single D-hole to install and in general the SMA port gives more flexibility. The SMA connector is not the optimal solution for heavy front panel use but this is not the case as the SMA(m) to male Type-N adapters will be almost permanently installed. I soldered the back of each SMA to a brass strip for improved grounding to the chassis and PCB. An additional SMA (f) connector for low impedance termination (used for measurements below 0.5 MHz) was also installed and connected with a short pigtail of RG-405.
In addition, I made a reflection bridge using SMA ports and SMA-to-N adapters. Initially, I was going to built it with flange Type-N connectors but these are more involved (5 holes, 4 screws each) to install and the Bridge becomes too "rigid" while being mounted on the VNA ports. The bulkhead type SMA (f) requires just a single D-hole to install and in general the SMA port gives more flexibility. The SMA connector is not the optimal solution for heavy front panel use but this is not the case as the SMA(m) to male Type-N adapters will be almost permanently installed. I soldered the back of each SMA to a brass strip for improved grounding to the chassis and PCB. An additional SMA (f) connector for low impedance termination (used for measurements below 0.5 MHz) was also installed and connected with a short pigtail of RG-405.
 I used a stainless steel, heavy duty SMA on the DUT side as it will see more connect-disconnect cycles than the VNA side SMAs but it required a cutout in the PCB and a small brass plate to solder the ground plane.
I used a stainless steel, heavy duty SMA on the DUT side as it will see more connect-disconnect cycles than the VNA side SMAs but it required a cutout in the PCB and a small brass plate to solder the ground plane.
Main differences over my first generation unit:
- built-in USB interface using HSUSB (both VNAs are based on the parallel port PCB ver. 4.3)
- larger enclosure with separate shielded RF deck compartment and PS/USB rear compartment (Hammond 1455T2201, Digi-Key p/n HM905-ND)
- Instrument grade, stainless steel precision Type-N and SMA front panel connectors (Amphenol 131-445 / HP-Agilent #1250-1404)
- All internal RF connections are made with Conformable semi-rigid RG-402 coax (Belden 1673A)
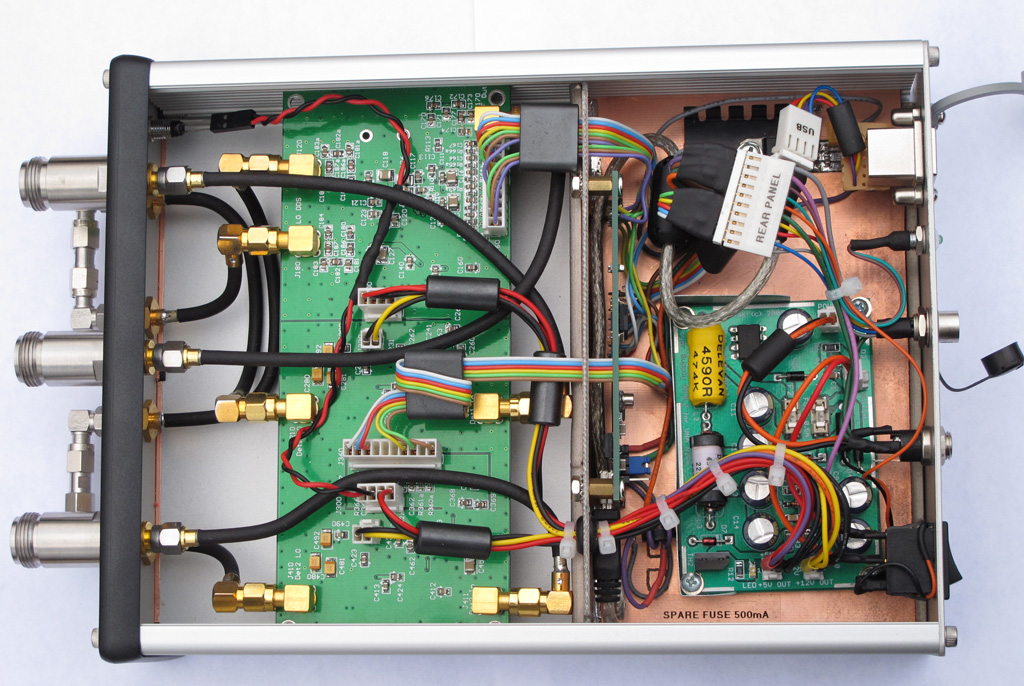 The larger enclosure provides better cooling and thermal stability. I have separated the space into two compartments in order to improve the RF shielding and noise floor. Furthermore, the use of semi-rigid coax requires more space. I must say that working with semi-rigid coax is not an easy thing, even when using hand-conformable type. The connections must be fabricated with a great precision, avoiding re-bending of the coax. I used scrap pieces coax to get the right shape of each link and then carefully followed the shape with the actual coax, bending it only once.
The larger enclosure provides better cooling and thermal stability. I have separated the space into two compartments in order to improve the RF shielding and noise floor. Furthermore, the use of semi-rigid coax requires more space. I must say that working with semi-rigid coax is not an easy thing, even when using hand-conformable type. The connections must be fabricated with a great precision, avoiding re-bending of the coax. I used scrap pieces coax to get the right shape of each link and then carefully followed the shape with the actual coax, bending it only once. The front panel is using very-high quality lab-grade (read: very expensive) RF connectors. I also improved on the front panel layout. A front panel LED indicates +5V power to the DDS chips.
The front panel is using very-high quality lab-grade (read: very expensive) RF connectors. I also improved on the front panel layout. A front panel LED indicates +5V power to the DDS chips. The rear panel with industrial grade Type-B USB connector. The LED next to the connector indicates power to the USB interface. The USB interface board can be powered by the host computer or by the internal power supply (jumper selectable). I also made a small modification to the HSUSB board to incorporate the VNA PWR DETECT signal directly on the board itself. An Accessory connector is installed for connecting the S-parameter test set, RF-IV test head or any of the two transverters. It is a 6 pin connector with all necessary control signals and +9V power for the accessories.
The rear panel with industrial grade Type-B USB connector. The LED next to the connector indicates power to the USB interface. The USB interface board can be powered by the host computer or by the internal power supply (jumper selectable). I also made a small modification to the HSUSB board to incorporate the VNA PWR DETECT signal directly on the board itself. An Accessory connector is installed for connecting the S-parameter test set, RF-IV test head or any of the two transverters. It is a 6 pin connector with all necessary control signals and +9V power for the accessories. The power supply mounting bed. The N2PK VNA power supply provides +5v (using a switching regulator), +9V and +12V (linear regulators). There are "crowbar" type over-voltage protections for both, the +5 and +12 V as well as extensive filtering and power conditioning. This picture is with the top RF shield of the PS board removed. The HSUSB board is mounted vertically using stand-offs, on the back wall of the RF compartment shield. The linear regulator and heatsink next to the PS board is for +9V line going to the ACC connector.
The power supply mounting bed. The N2PK VNA power supply provides +5v (using a switching regulator), +9V and +12V (linear regulators). There are "crowbar" type over-voltage protections for both, the +5 and +12 V as well as extensive filtering and power conditioning. This picture is with the top RF shield of the PS board removed. The HSUSB board is mounted vertically using stand-offs, on the back wall of the RF compartment shield. The linear regulator and heatsink next to the PS board is for +9V line going to the ACC connector.
The PS mount was constructed by soldering two pieces of copper-clad FR4 PCB material.
On the bottom I mounted copper-beryllium contact clips for better grounding to the aluminum enclosure. When installed, it is a tight fit in the aluminum enclosure, effectively shielding the VNA board from the switching PS and USB interface board. Using such mount, I was able to install everything in the enclosure without drilling any holes and using external screws - it is pure aesthetics but the VNA does look sharp that way.
 The noise floor of Detector 1 is slightly better than -120 dB for the most part (0.05 to 30 MHz it is about -122 dB).
The noise floor of Detector 1 is slightly better than -120 dB for the most part (0.05 to 30 MHz it is about -122 dB). In addition, I made a reflection bridge using SMA ports and SMA-to-N adapters. Initially, I was going to built it with flange Type-N connectors but these are more involved (5 holes, 4 screws each) to install and the Bridge becomes too "rigid" while being mounted on the VNA ports. The bulkhead type SMA (f) requires just a single D-hole to install and in general the SMA port gives more flexibility. The SMA connector is not the optimal solution for heavy front panel use but this is not the case as the SMA(m) to male Type-N adapters will be almost permanently installed. I soldered the back of each SMA to a brass strip for improved grounding to the chassis and PCB. An additional SMA (f) connector for low impedance termination (used for measurements below 0.5 MHz) was also installed and connected with a short pigtail of RG-405.
In addition, I made a reflection bridge using SMA ports and SMA-to-N adapters. Initially, I was going to built it with flange Type-N connectors but these are more involved (5 holes, 4 screws each) to install and the Bridge becomes too "rigid" while being mounted on the VNA ports. The bulkhead type SMA (f) requires just a single D-hole to install and in general the SMA port gives more flexibility. The SMA connector is not the optimal solution for heavy front panel use but this is not the case as the SMA(m) to male Type-N adapters will be almost permanently installed. I soldered the back of each SMA to a brass strip for improved grounding to the chassis and PCB. An additional SMA (f) connector for low impedance termination (used for measurements below 0.5 MHz) was also installed and connected with a short pigtail of RG-405. I used a stainless steel, heavy duty SMA on the DUT side as it will see more connect-disconnect cycles than the VNA side SMAs but it required a cutout in the PCB and a small brass plate to solder the ground plane.
I used a stainless steel, heavy duty SMA on the DUT side as it will see more connect-disconnect cycles than the VNA side SMAs but it required a cutout in the PCB and a small brass plate to solder the ground plane.
Subscribe to:
Posts (Atom)


